(1)严格遵守操作规程和日常维护制度 (2)应尽量少开数控柜和强电柜的门在机加工车间的空气中一般都会有油雾、灰尘甚至金属粉末,一旦它们落在数控系统内的电路板或电子器件上,容易引起元器件间绝缘电阻下降,甚至导致元器件及电路板损坏。有的用户在夏天为了使数控系统能超负荷长期工作,采取打开数控柜的门来散热,这是一种极不可取的方法,其最终导致数控系统的加速损坏。 (3)定时清扫数控柜的散热通风系统应检查数控柜上的各个冷却风扇工作是否正常。每半年或每季度检查一次风道过滤器是否有堵塞现象,若过滤网上灰尘积聚过多,不及时清理,会引起数控柜内温度过高。 (4)数控系统的输入/输出装置的定期维护 (5)直流电动机电刷的定期检查和更换直流电动机电刷的过渡磨损,会影响电动机的性能,甚至造成电动机的损坏。为此,应对电动机电刷进行定期检查和更换。数控车床、数控铣床、加工中心等,应每年检查一次。 (6)定期更换存储用电池一般数控系统内对CMOSRAM存储器件设有可充电池维护电路,以保证系统不同电器件能保持其存储器的内容。在一般情况下,即便尚未失效,也应每年更换一次,以确保系统正常工作。电池的更换应在数控系统供电状态下进行,以防更换时RAM内信息丢失。 (7)备用电路板的维护备用的印制电路板长期不用时,应定期装到数控系统中通电运行一段时间,以防损坏。 2.机械部件的维护 (1)主传动链的维护定期调整主轴驱动带的松紧程度,防止因带大话造成的丢转现象;检查主轴润滑的恒温邮箱、调节温度范围,及时补充油量,并清洗过滤其;主轴中刀具夹紧装置长时间使用后,会产生间隙,影响刀具的夹紧,需及时调整液压缸活塞的位移量。 (2)滚珠丝杠螺纹副的维护定期检查、调整丝杠螺纹副的轴向间隙,保证反向传动精度和轴向刚度;定期检查丝杠与床身的链接是否有松动;丝杠防护装置有损坏要及时更换,以防灰尘或切屑进入。 (3)刀库及换刀机械手的维护严禁把超重、超长的刀具装入刀库,以避免机械手换刀时掉刀或刀具与工件、夹具发生碰撞;经常检查刀库的回零位置是否正确,检查机床主轴回换刀点位置是否到位,并及时调整;开机时,应使刀库和机械手空运行,检查各部分工作是否正常,特别是各行程开关和电磁阀能否正常运作;检查刀具在机械手上锁紧是否可靠,发现不正常应及时处理。 3.液压、气压系统维护定期对各润滑、液压、气压系统的过滤器或分滤网进行清洗或更换;定期对液压系统进行油质化验检查和更换液压油;定期对气压系统分滤器放水。 4.机床精度维护定期进行机床水平和机械精度检查并校正。 机械精度的校正方法有软硬两种。其软方法是通过系统参数补偿,如丝杠反向间隙补偿、各坐标定位、精度定点补偿、机床回参考点位置校正等;硬方法一般要在机床大修时进行,如进行导轨修刮、滚珠丝杠螺母副预紧调整反向间隙等。 WEILER车床X轴伺服电机故障排查方法 -故障现象如下报警;   - 排查故障; 1 .查看报警说明,更换部件进行排除确定电机编码器接口模块有问题 - 故障解决过程
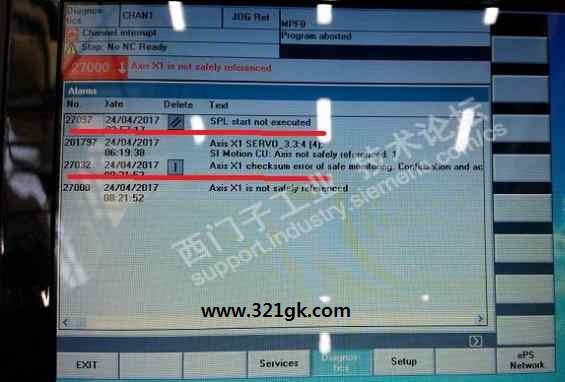
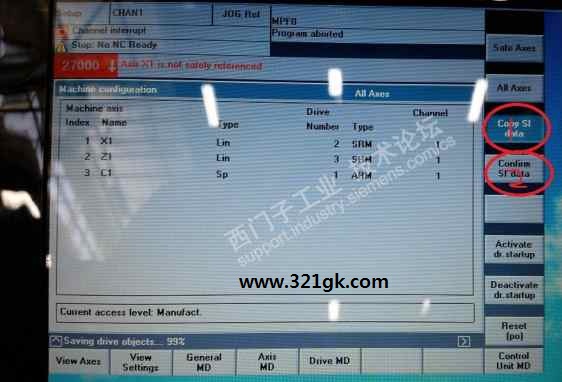 使驱动数据与NC数据同步(复制SI数据热启动一下,确认再热启动) 4.  SPL报警消除,但是X轴位置需要重新设置,由于我们之前就记录了机床故障时的位置信息 在轴参数34100里面输入当前位置值,34210改为1调整模式,在回参模式下选择X轴按+-移动都可以,34210自动变为2 最后在用户使能里面将X轴的点上  (责任编辑:admin) |
数控车床的日常操作维护 WEILER车床X轴伺服电机故障排查方法
时间:2017-04-25 08:53来源:未知 作者:admin 点击:
次
数控车床的日常操作维护-WEILER车床X轴伺服电机故障排查方法
顶一下
(0)
0%
踩一下
(0)
0%
------分隔线----------------------------
- 发表评论
-
- 最新评论 进入详细评论页>>